




山西鑫银海丰原为您介绍以下内容:
山西钢化玻璃平整度受哪些因素影响?
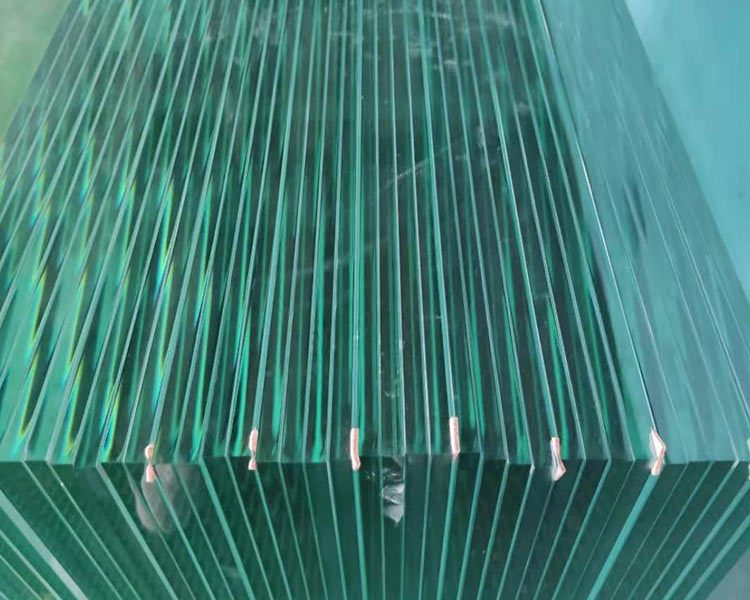
钢化炉辊道问题引起玻璃钢化后平整度不良。引起玻璃平整度不良的辊道原因主要包括:加热段辊道和风冷段辊道的弯曲变形、加热段辊道和风冷段辊道的磨损这个方面。
钢化炉加热段辊道和风冷段辊道的弯曲变形。钢化炉加热段陶瓷辊的变形。钢化炉加热段选用低质量的陶瓷辊会影响玻璃的平整度,钢化炉加热段陶瓷辊是由熔融石英和陶瓷材料制成的,具有较好的耐热冲击性和热稳定性,但低质量的陶瓷辊其内部微观结构的不均匀性,会导致辊道在高温下产生热变形,热变形引起辊道的弯曲,热变形的辊道在承载传动钢化玻璃时,会引起变形。
风冷段辊道的变形。由于玻璃从钢化炉的加热段很快传递到风冷段时,这时玻璃还仍处于软化状态,所以风冷段的辊道也要平直无弯曲现象,辊道传递时平稳,无跳动现象,否则也将会影响玻璃的平整度。
山西鑫银海丰原为您介绍以下内容:
山西钢化玻璃淬冷要点: 加热后的钢化玻璃应力完全释放,进入淬冷段后,玻璃开始按照设置速率冷却,表层温度下降,表面开始体积收缩,但玻璃中心层仍保持较高温度,体积还没来得及发生变化,此时,玻璃表面产生暂时张应力,稍内层产生暂时压应力,中心层出现应力松弛。此阶段玻璃很容易因为表层缺陷导致破裂。
若玻璃板内的残余应力没有完全消除,钢化初期玻璃常因应力的再构造而引起玻裂,而造成玻璃应力没有完全消除的原因一般多为钢化玻璃加热温度不够或玻璃加热时间太短,或温度均化不够。
随着钢化玻璃内温度的进一步冷却,玻璃表层温度降到玻璃转化温度以下,玻璃表层的硬化停收缩,内层则继续收缩,直到温度降低到玻璃转化温度,玻璃表层形成压应力,内层形成张应力。此时,玻璃内部存在的应力,即使温度梯度消失,也不能得到消除,成为应力。

 进入手机站咨询
进入手机站咨询